
Introduction
Since the creation of belt drives, efforts have been made to find additional uses for the movement of the belt. The first function was to transport additional objects on the back of the belt, which led to the development of conveyor belts. Subsequently, various constructions of V-belts and toothed belts were developed, made from different materials, and at each stage of the development of these drives, additional functionalities were added, besides the one of power transmission [1, 2].
The first toothed timing belts were designed the year 1950 for power transmission. Their primary advantage was the high accuracy of movement, which ensured synchronization between the driving wheel and the driven wheel. Research into materials for toothed belt production eventually led to the use of polyurethane, after various materials similar to those used in tire production were considered. Polymers, especially thermoplastics, allowed for the additional processing of belts in a somewhat better way than using thermosetting polymers (Fig. 1). Thermoplastic belts were suitable for adding extra functionalities [3, 4]. Searches are underway for new geometric shapes of belt teeth and ways to improve the mechanical properties of belts. Research is being conducted to increase durability. At the same time, belt manufacturers are looking for new applications where the functionality of the belt could be enhanced.
The first solutions, additionally, involved using the back side of the belt for transport or making additional perforations that could be used for steering purposes [5, 6]. Additional abrasion-resistant layers were applied to the back of the belts, as well as layers that changed the friction coefficient relative to the transported material. Appropriate elements were heated and attached to the back of the belts to ensure precise movement of the transported material or to operate specific regulators [7, 8]. In the production of belts, various materials were used for the load-bearing layer. Initially, nonwovens made from natural and synthetic fibers were used. Over time, high-quality fibers such as polycarbonate, polyamide, polyester, glass, and carbon fibers were introduced. The development of timing belt production progressed hand in hand with the development of car tire production, so when steel reinforcement solution was introduced there, it was also appeared in the belt production industry [9].
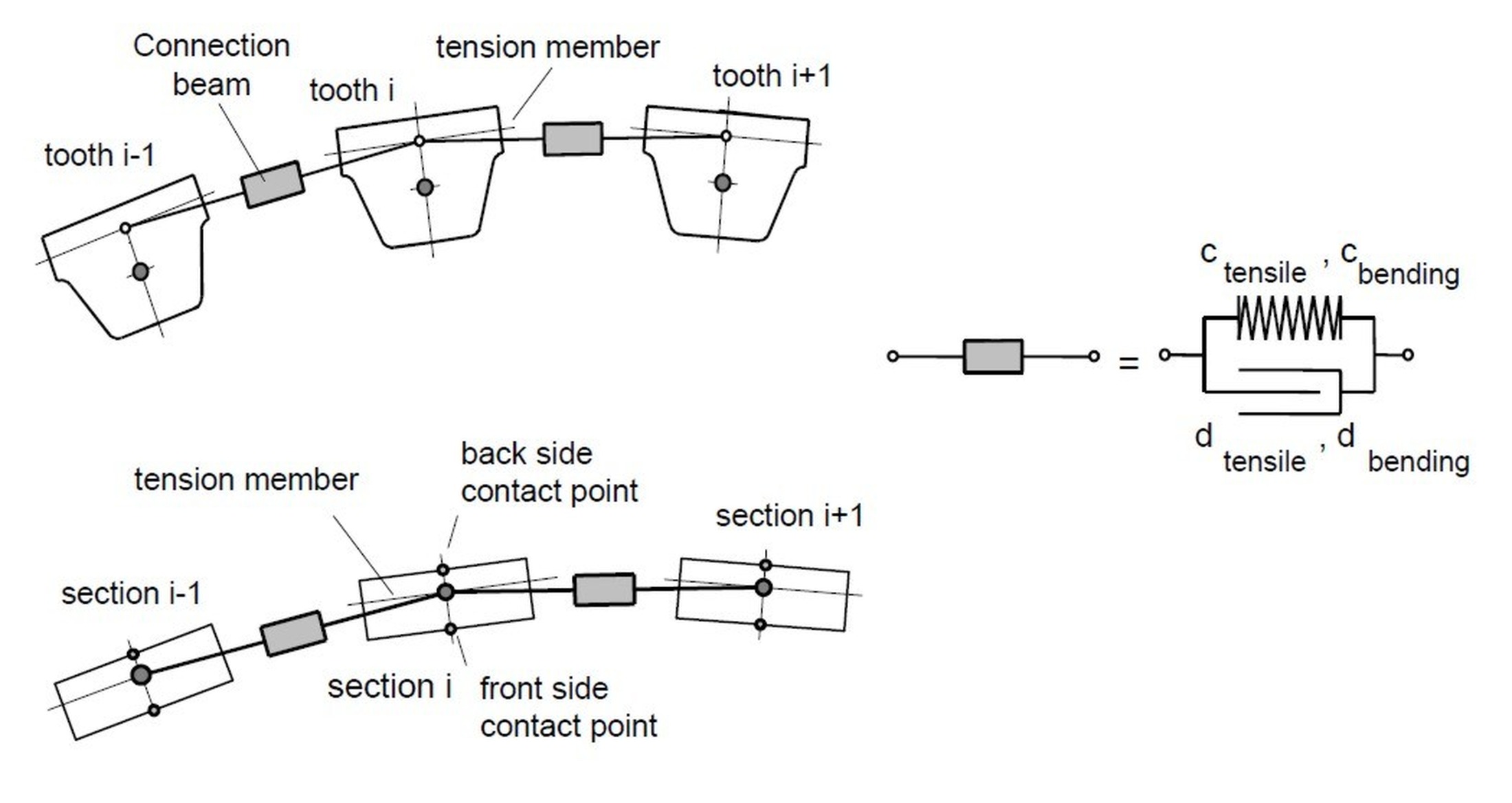
Fig. 1. Mechanical model of belt made from TPU with steel-cord tensile members: a) timing belt, b) flat belt [3]
In the first belt solutions, the simplest steel cord was used without paying much attention to the type of weave. The primary problem was the mechanical properties of such cords. Belts with steel cords were used under heavy loads, providing high belt stability under load and limiting the phenomena of creep and stress relaxation. Attention began to be paid to the type of weave in the cord, which caused the belt to twist and created forces that displaced the belt on the pulley. Load-bearing cords with opposite weaves were used, wound in parallel [6].
In new solutions, attention was paid to the properties of such cords, allowing for the conduction of electrical signals and electric current. In many machine-building applications, open belts are used, which are mounted in clamps and operate reversibly, alternatively, a carriage moves along such a belt, with the belt ensuring the precision of this movement [10, 11]. Load-bearing cords were first used to transmit electrical signals in elevator belts. The construction of such belts is derived from toothed belts, and apart from the absence of teeth, the belts look very similar and are manufactured using the same technology [12, 13].
Elevator manufacturers have implemented sensors that measure conductivity to detect if degradation occurs during operation, as they are susceptible to critical corrosion. Currently, such systems are used in all types of elevators, and in case of damage to any of the cords, a signal is sent to a servicing agent to replace the belt [14-16].
The Use Of Cords For Electrical Conductivity, E-Belts
Currently, solutions are emerging on the market that use cords for transmitting electrical signals. Some manufacturers use special names for this group of belts that indicate this function. Belts with names like “e belt,” “mechatronic belts,” and “signal belts” have appeared [17, 18].
The authors attempted to select belts with steel cords to examine their conductivity and volume resistance. For a cord to be used for transmitting electrical signals, it is essential to first investigate the cord's resistance per its running meter, as well as the resistance between adjacent cords. Several manufacturers were selected for testing to determine if there are significant cord-dependent differences caused by manufacturing differences[19, 20].
Cord manufacturers offer various materials, fiber diameters, and weaves. Each toothed belt manufacturer chooses independently which cords to use; there is no standardization in this regard. This can lead to design errors, as shown results of measurement in laboratory of belt producer BRECO (Fig. 2). To obtain better mechanical properties, a cord with a larger diameter was used in the belt, but unfortunately, this caused a change in the belt pitch on the pulley arc. Despite the improved mechanical properties, the belt was breaking on the pulleys [21-23].
A larger cord diameter allows for better electrical conductivity; however, to use such a cord, a mold must be made for the production process [24]. Using a cord of a different diameter in the production process on the same mould causes a change in the belt pitch, which is measured along the axis of symmetry of the tension cords. It is possible to compensate for this change by adjusting the tension of the cord during the production process. However, this means producing a belt that will not fit the toothed pulleys without the appropriate tension.
Material And Methods
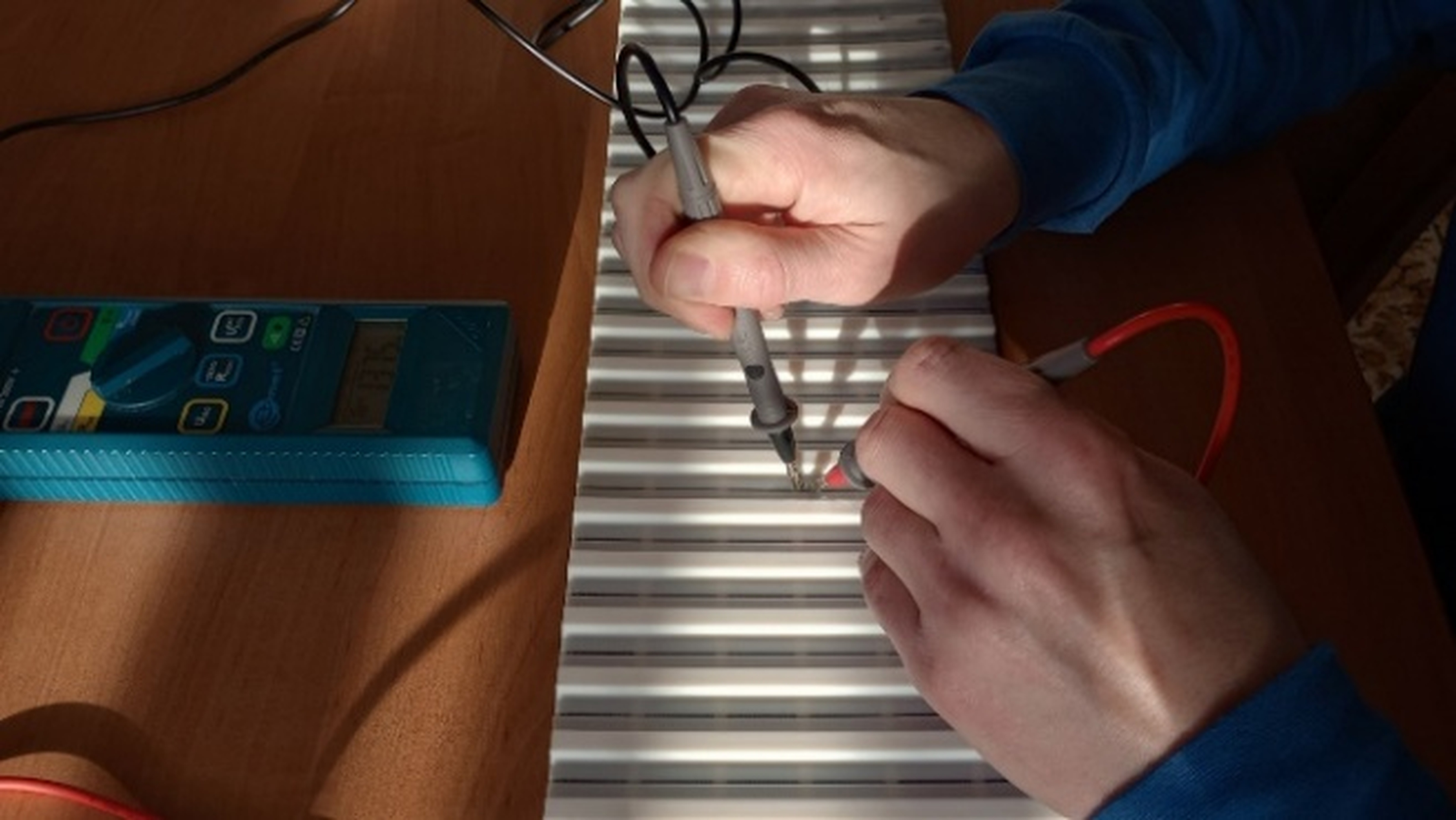
The aim of the experiment was to investigate the electrical properties of toothed belts with a steel cord. The research was conducted in the electrical engineering laboratory at the Faculty of Mechatronics, Kazimierz Wielki University. The study selected the most popular belts made of TPU with a steel cord: T5, AT5, T10, AT10, T20, AT20. All measurements were carried out on 1-meter sections of the belts. A Sanwa PC510 multimeter was used to measure the cord resistance (Fig. 3). A SONEL MIC-3 insulation meter was used to measure the insulation resistance between adjacent cords (Fig.4).


The selected measuring equipment is adequate for testing toothed belts made of TPU with a steel cord. The steel from which the cord is made is a very good conductor, while polyurethane is an excellent insulator.
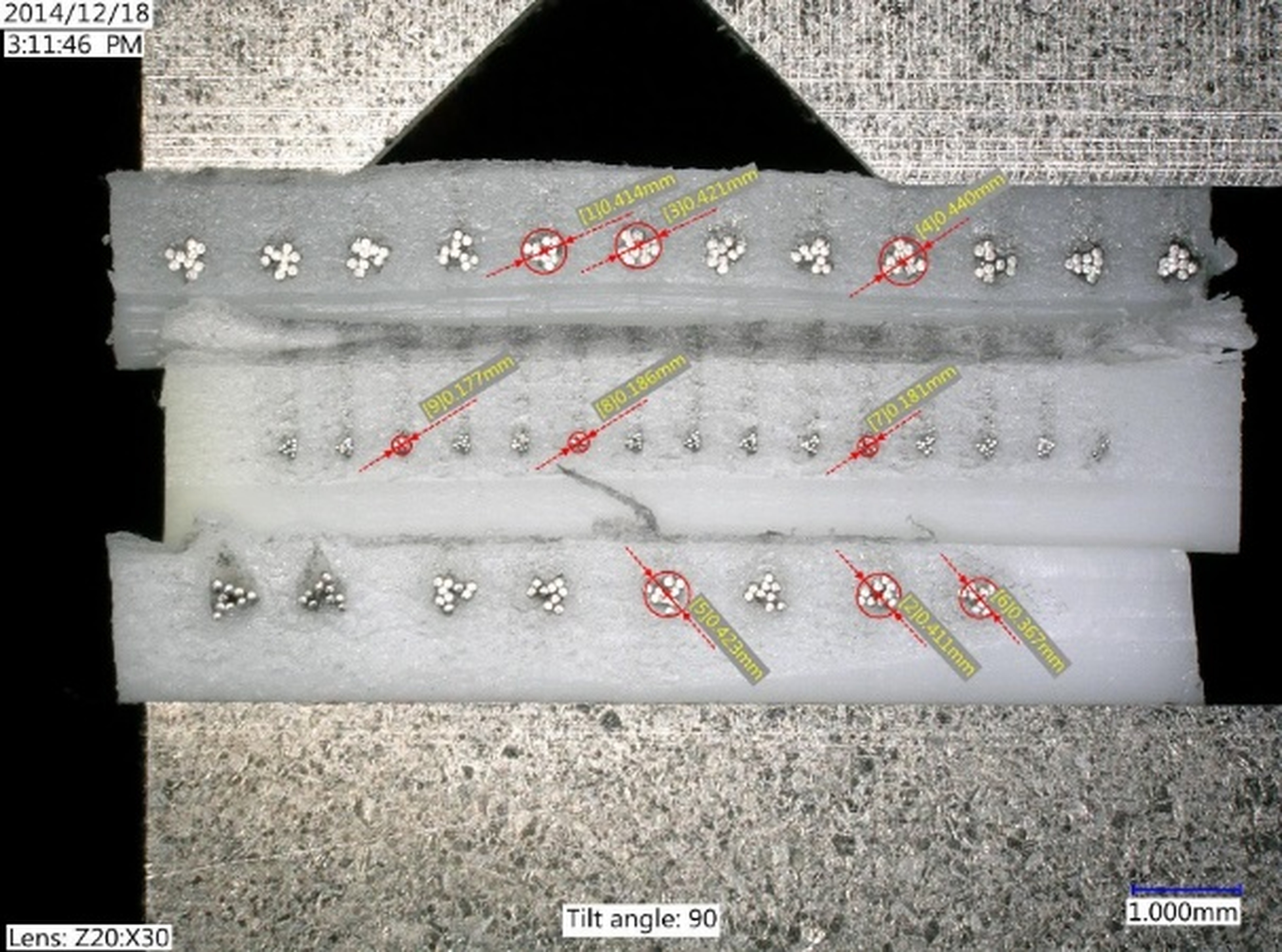
The measurements of the resistance of random cords were performed (Fig. 7), as well as five measurements of the insulation resistance between adjacent cords, using the SONEL MIC-3 and Sanwa multimeter. The tables present the average values of the measurements along with the estimated uncertainties: partial uncertainty related to random error, partial uncertainty related to systematic error, and the expanded uncertainty calculated considering the law of propagation of uncertainty with an assumed expansion factor of k=2.
Systematic uncertainties were estimated using the catalog data of the measuring instruments:
accuracy of the multimeter in the resistance range up to 50.00 Ω: 0.4% RDG + 6 DGT
accuracy of the insulation resistance meter in the range up to 3 GΩ: 4% RDG + 6 DGT
or belts 1, 3, and 6, the insulation resistance value exceeded the measuring range of the meter (3 GΩ, 1000 V).
Tab. 2
Results of insulation resistance measurements of given cords
Tab. 2
Results of insulation resistance measurements of given cords
On the basis of the data collected in Tables 1 and 2, the characteristics of changes in the average resistance Ra from the measurements for selected belts were determined (Fig. 5).
On the other hand, Fig. 6 shows the change in the average resistance of a single cord RIa for the tested belts over one meter of length. The graph shows the lower cord resistance of the larger pitched belts, which is due to its larger diameter.
By substituting the measurement results into Ohm's law, it is possible to determine the amount of current required for the current to flow between adjacent cords and the current intensity that can flow through a single cord.
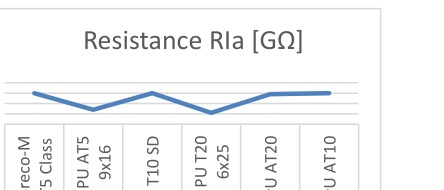
The results of the resistance measurement between the cords presented in Fig. 6 depend on the distribution of the cord in the belt support layer. Higher resistance values occur between more distant strands and this does not depend on the type of belt.
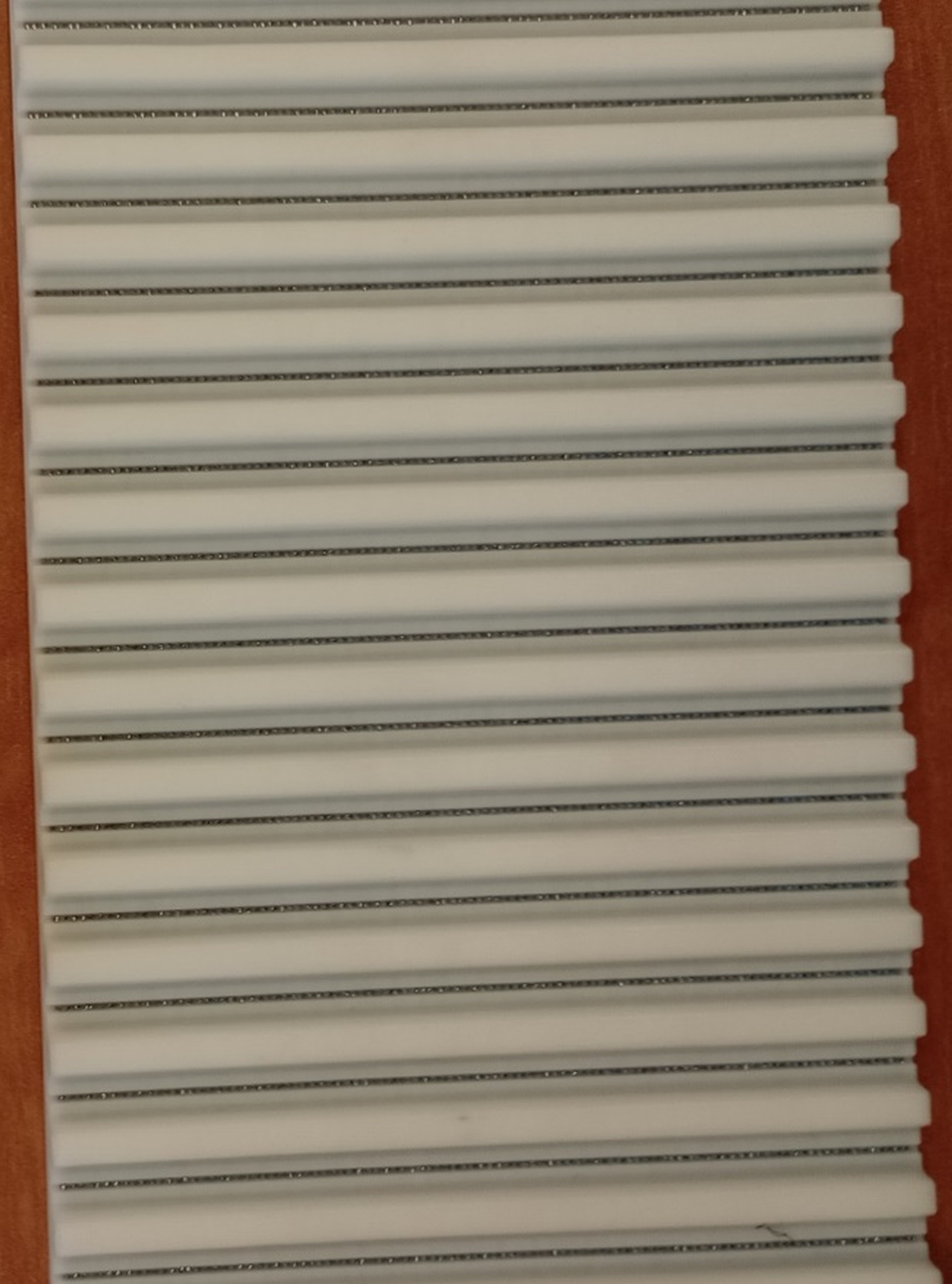
The belts selected for the study have different cord arrangements in the load-bearing layer, which enables them to be cut into typical widths, as presented in Fig. 8, 9, and Fig. 11,13. Belts with evenly spaced cords were also examined (Fig. 10, 12).
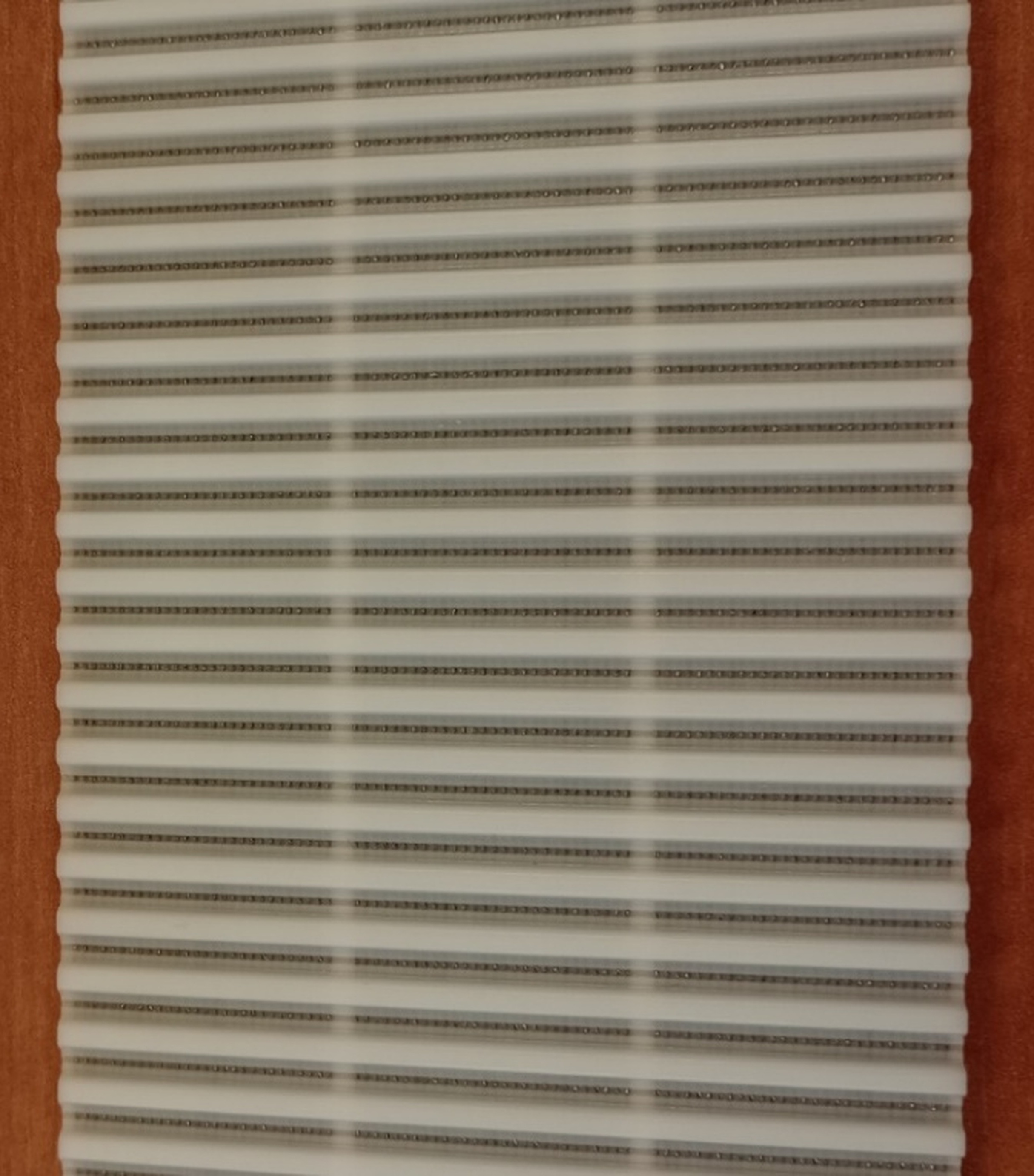
The support layer is divided into three parts with gaps, R3 in the belt code. This is done so that after being cut into three strips, the court does not protrude on the side of the strip.
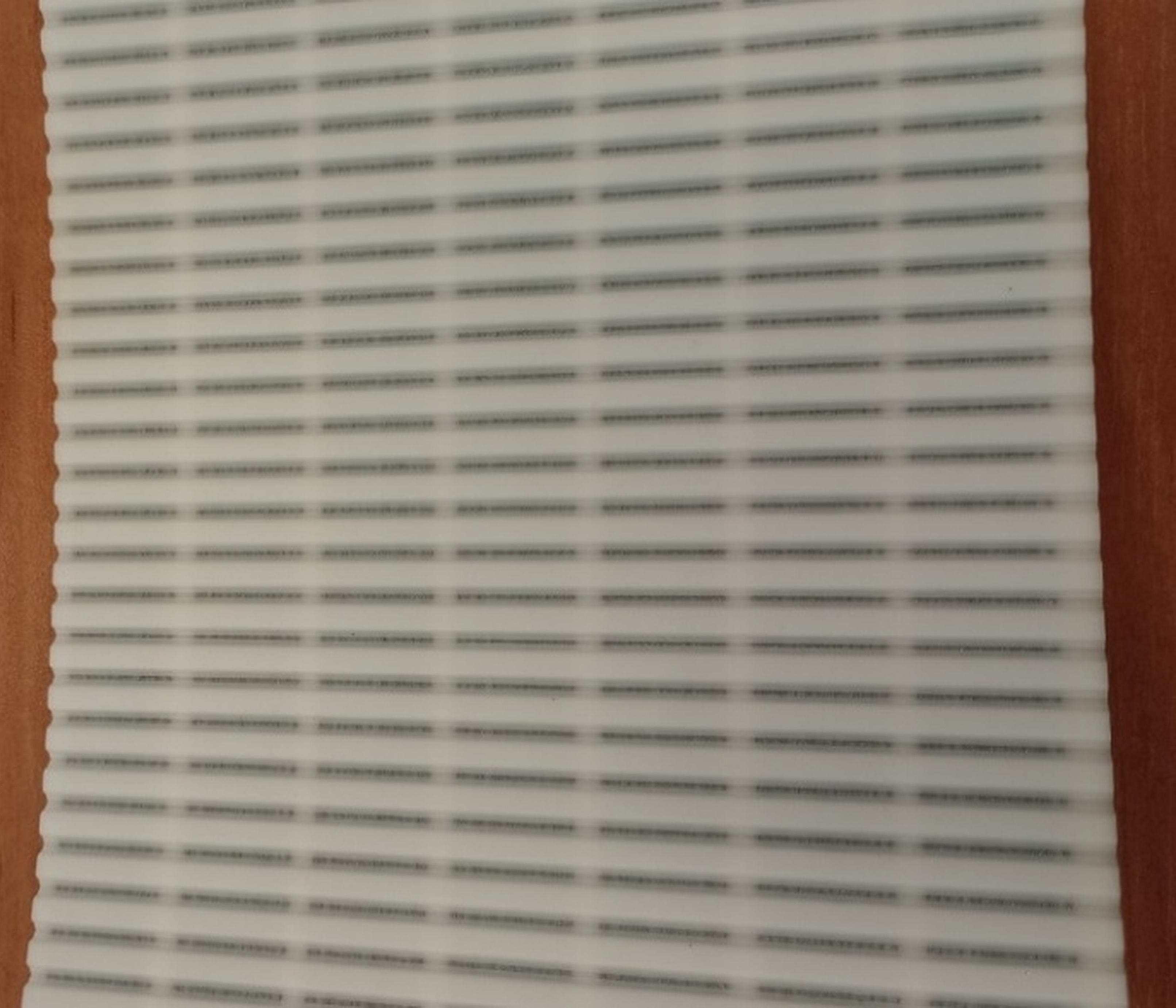
A belt produced in R7 version, can be cut into seven belts or into belts of a width that is a multiple of 10mm. In this configuration, entire segments of the support layer can be used to transmit signals or electric power.
A belt that does not have a prepared area for cutting is used in its entirety, or if cut at any point, it must undergo additional processing after cutting.
At belt manufacturers, it is possible to order a special version of the belt, with differently arranged cut zones or with the cord removed in a certain part of the load-bearing layer.

In belts with a 20mm pitch, the carrying cords are very thick, as such belts transmit large forces. At the same time, for this reason, they can also be used to transmit electrical energy.

The production of the R4 base layer is the most common in belts with a width of 100mm. After cutting, a very typical belt width of 25 or 50mm is obtained.

After conducting studies on various types of belts, an AT20 belt with separated load-carrying strands for transmitting electric current was developed (Fig.14). This belt was used in a working industrial machine, reducing the numerous necessary electrical cable guides.
Using the cord to transmit electricity may cause the belt temperature to increase. An additional problem is the heating of the belt caused by energy dissipation and friction against the wheels. This is shown by research conducted using an infrared camera at the SIMR department of the Warsaw University of Technology. (Fig.15).
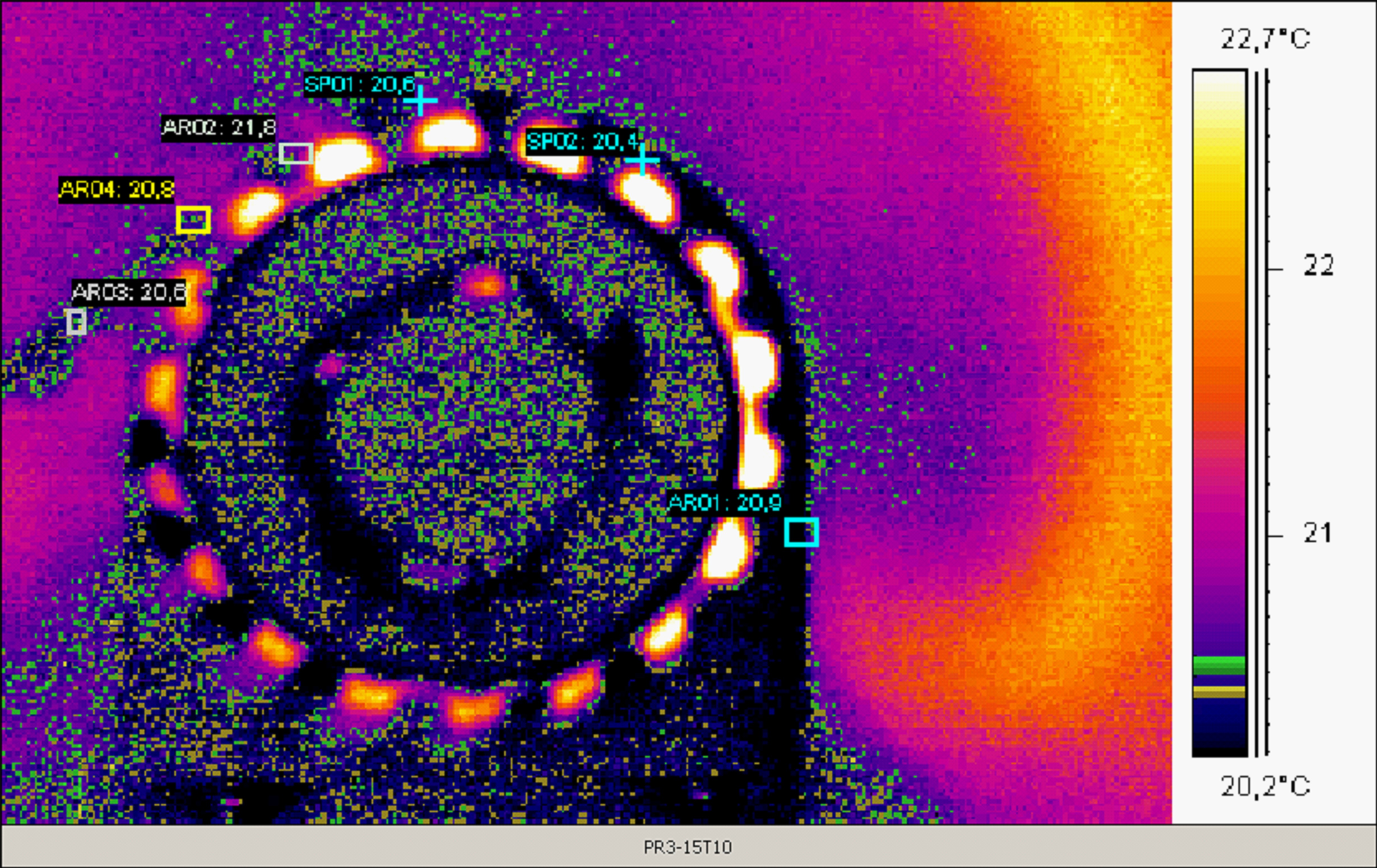
Such unfavorable operating conditions may result in damage to the belt material and punctures between adjacent cables. Therefore, it is not recommended to use adjacent lines to transmit energy or signals. The presented phenomena occurring on the pulleys can cause local damage to the belt. In the case of gear drives with toothed belts, which have sensors, or support cables used to transmit electrical signals, it is recommended to use plastic pulleys.
Summary
Increasing the number of functions of timing belts, allows for reducing the number of machine components. The load-bearing layer made of metal cord can be used for conducting electrical signals and electric current. Research on the electrical properties of cords, such as cord conductance, resistance between adjacent strands, and transverse resistance, provides the necessary knowledge required for designing systems that use cordsfor such functionality. The research results show that even standard steel cords allow for the transmission of signals and low-power currents. To transmit higher power, a belt with a copper-plated cord or a less common copper cords can be used. The issue with toothed belts is the technological spaces between the teeth, which make it easy for water or metal residue from the pulleys to get in, potentially causing a short circuit between adjacent cords. As a contingency, belts with specially sealed technological spaces or belts with spaced cords are used in such applications. The test results show that the internal resistance between adjacent load-bearing cords is high and is not significantly influenced by the type, only the arrangement of the cords in the load-bearing layer. The resistance of one running meter of cord depends only on the type of cord used and here the values may vary depending on the material, weave and supplier of the cord. The value of the cord tension in the production process is also important. An interesting challenge for further research is to determine the change in these values during operation.